
※本記事にはアフィリエイトリンクが含まれます。
出力完成画像
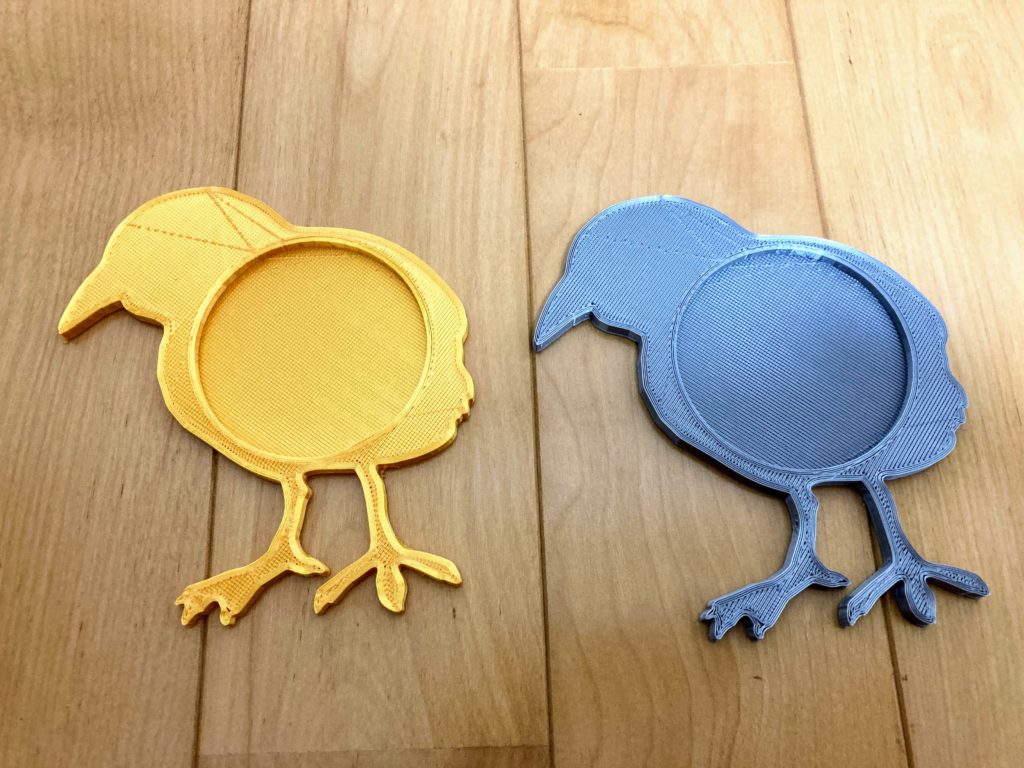
正面 
横 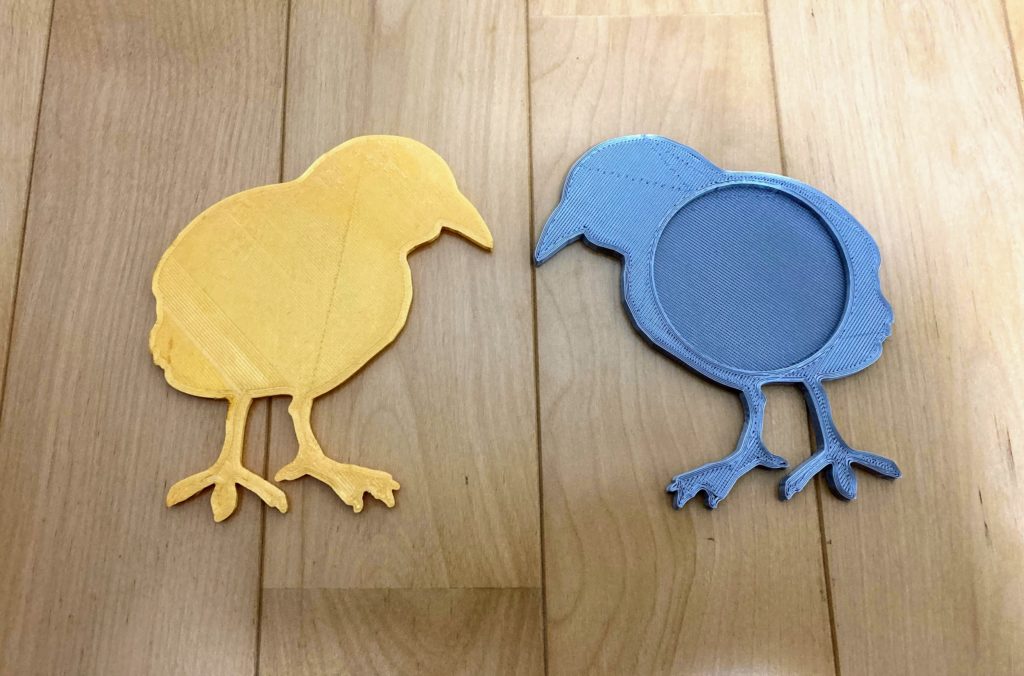
裏
出力設定
- 使用機器・・・ ELEGOO NEPUTUNE2
- フィラメント・・・ PLA Gnvtntp 3dプリンターフィラメントシルクPLAフィラメント 1.75±0.02mm 4色スプールセット (ゴールド、シルバー、コッパー、ブロンズ)
これのゴールドとシルバーで作成した。 - 使用したソフト(デザイン作成)・・・ Fusion360
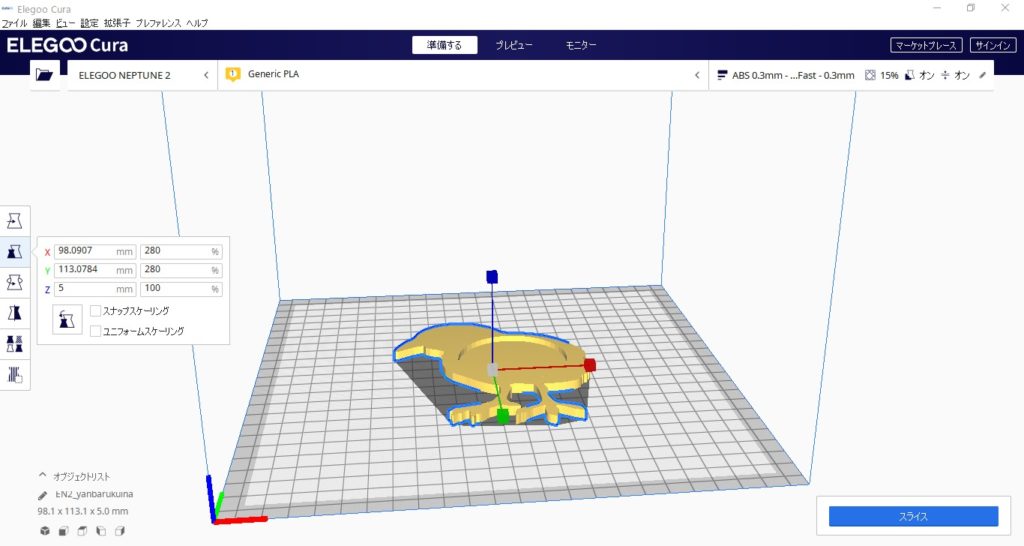
- 使用したソフト(.gcode作成)・・・Elegoo Cure
- レイヤー高さ・・・0.2
- インフィル密度・・・50%
- 印刷温度(ノズル温度)・・・200℃
- ビルドプレート温度・・・50℃
- 引き戻し・・・有効
- ファンの速度・・・100%
- サポート設置・・・全対象 50%
- ビルドプレート接着タイプ・・・スカート
【重要】
CURE の拡大縮小設定で、x:280、y:280、z:100
の倍率で拡大しました。コースターとして使う場合には、カップに合わせて拡大縮小してください。
今回の失敗画像と分かったこと

PLAで出力したので、1発で綺麗に出るだろうと思っていたが、やっぱり失敗した。
出力中にエクストルーダが空回りしていたため、フィラメントが溶け、ノズルから噴出する量よりエクストルーダがフィラメントを送りだす量が多いだろうと予測した。
対策としてはExtrusion(フィラメント送り)を少しずつ下げ、空回り音がなくなるまで下げた。
どこまで下げたかというと、10%まで下げた。
そうしたら、やはりというか、フィラメントがほとんど排出されていなく、スカスカなものが印刷された。
スポンジのような柔らかさで、これはこれでいいがPLAでで柔らかくならなくてもいいなと思った。
何回か繰り返し、結局エクストルーダの空回りを無視して作成したら、頑丈なものが出力できた。
後で分かったのはおそらく、ノズルとテーブルの距離が近すぎるとこのようなことが起こる原因の1つということが分かった。
STLファイルのダウンロード
ヤンバルクイナコースターのSTLファイルのダウンロードはこちらから。
関連記事
使用機材・材料
このコースターの制作に使用した3Dプリンタとフィラメントです。同じ環境で試してみたい方はぜひ。

