今日はソープディッシュのデザインを作成し、造形しました。
ファイルをアップしますので、ご自由に出力してみてください。
出力完成画像

斜め前 
上 
下
出力設定
- 使用機器・・・ ELEGOO NEPUTUNE2
- フィラメント・・・ PLA Gnvtntp 3dプリンターフィラメントシルクPLAフィラメント 1.75±0.02mm 4色スプールセット (ゴールド、シルバー、コッパー、ブロンズ)
これのシルバーを使用しました。 - 使用したソフト(デザイン作成)・・・ Fusion360
- 使用したソフト(.gcode作成)・・・Elegoo Cure
- レイヤー高さ・・・0.3
- インフィル密度・・・15%
- 印刷温度(ノズル温度)・・・200℃
- ビルドプレート温度・・・50℃
- 引き戻し・・・有効
- ファンの速度・・・100%
- サポート設置・・・全対象 50%
- ビルドプレート接着タイプ・・・なし
改善点等
レイヤーの高さについて
レイヤーの高さを0.3㎜にしたところ積層痕がかなり大きく見られた。
石鹸の入れ物のため見た目はそれほど良くなくてもよいかと思っていたが、0.3㎜の積層痕はかなり大きく見える。裏面を見るとフィラメントの線がはっきりわかる。
時間がかかるが、レイヤーの高さを0.2㎜にしたほうが良いかもしれない。
この出力の前にノズルの穴の径が0.4でレイヤーの高さを0.4で設定し試してみた。
積層はできたが、レイヤー同士が接着されていないところがあり、今にも分解しそうな状態だった。
接着できていないということは、フィラメントが解けていないのかと思うので、レイヤーの高さを厚くするときは、ノズル温度を少し高めに設定しようと思う。
サポートについて
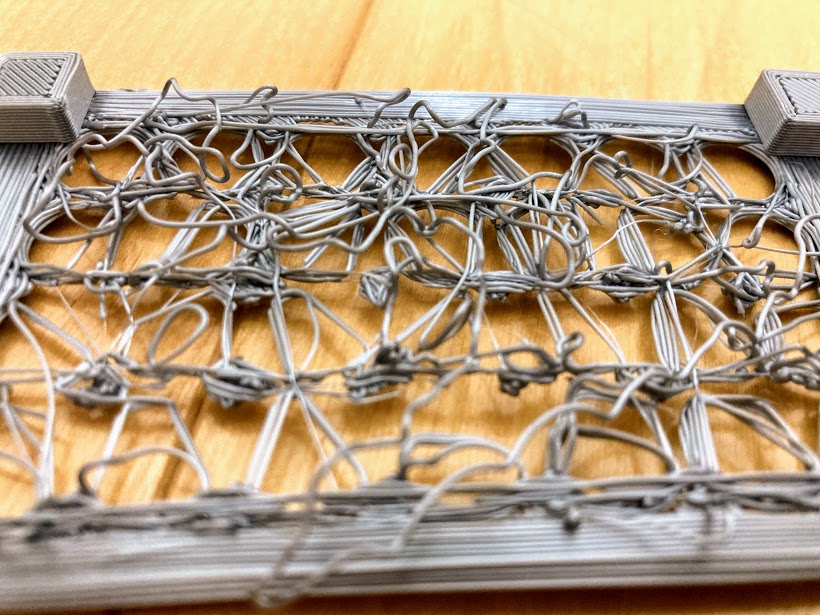
最初の出力では、サポートを設定しなかった。
そうしたところ、皿の部分が空中に作られることになり、フィラメントがエアウィーブのようにぐにゃぐにゃに絡まって出力された。そういった出力がサポートのような役割をして、何とか皿の部分の出力が始まったがこれは完全に失敗なので、途中で出力をやめた。
形状をみて、少しでも斜めになるところがあれば、必ずサポートをつけたほうが良いことが分かった。
ファイルのダウンロード
STLファイルはこちらからダウンロードしてください。

